

Опростен производствен процес на стоманени топки
Формиране на заготовка на топка → отстраняване на пръстен → грубо шлайфане → меко шлайфане → формоване на заготовка на топка → гладка топка (или изпиляване → меко шлайфане) → твърдо шлайфане → фино шлайфане → прецизно шлайфане (или полиране) → ултра прецизно шлайфане.
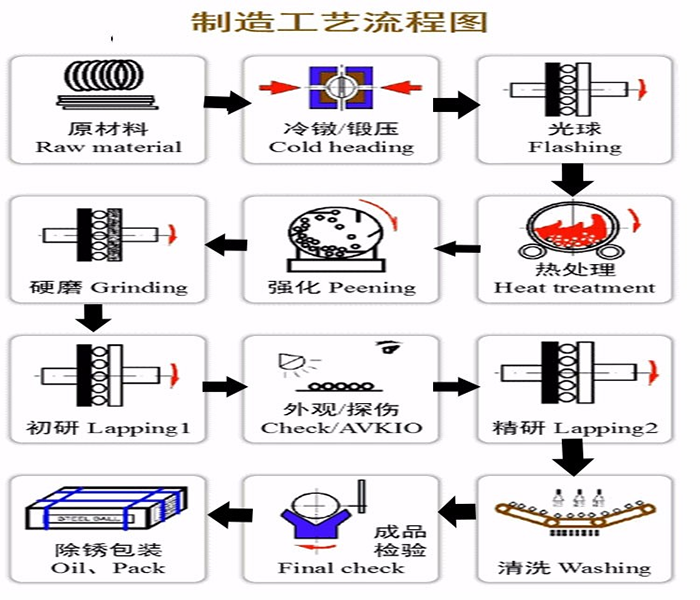
Подробен производствен процес на стоманени топки
1. Изтегляне на тел: Разтегнете телта до желания диаметър с помощта на машина за изтегляне на тел;
2. Студено зареждане (коване): Поставете изтегления проводник в машина за студено зареждане със стоманена топка и използвайте стоманената матрица вътре в машината, за да го изковате в заготовка за топка;
3. Светлинна топка: Две кръгли плочи с чугунена топка за смилане вътре в машината със светлинна топка натиснете и изпилете ембриона със студена глава, за да премахнете външния пръстен и двата полюса на ембриона;
4. Мека топка: Две кръгли плочи с чугунена топка за смилане вътре в машината за мека топка изпиляват ембриона на леката топка, за да го смила до необходимия диаметър на топката и грапавост на повърхността;
5. Термична обработка: Поставете топката в пещ за термична обработка, като я карбуризирате, охлаждате и темперирате, за да й придадете определен карбуризиращ слой, твърдост, издръжливост и натоварване на смачкване;
6. Твърдо шлайфане: Дискът на шлифовъчното колело вътре в шлифовъчната машина поставя под налягане и шлайфа термично обработената заготовка на топката, за да премахне черния оксиден слой върху повърхността на топката и да коригира точността на топката;
7. Почистване на прецизно шлайфане/полиране: Прецизно шлайфане: Смилайте ембриона на шлифовъчната топка в машината за прецизно шлайфане, за да постигнете необходимата прецизност и гладкост на крайния продукт;
Полиране и почистване: Изсипете топката в барабана за полиране и я завъртете, след това почистете сферичната повърхност с почистващ препарат за полиране и вода, за да стане чиста и блестяща;
8. Избор на външен вид: Използвайте ръчна визуална проверка, за да проверите за дефекти по повърхността на стоманената топка и използвайте микрометър, за да измерите истинската закръгленост, вариацията на диаметъра на партидата и използвайте измервател на грапавостта на повърхността, за да откриете грапавостта на повърхността като крайна проверка;
9. Опаковка: Покрийте стоманени топки/топки от неръждаема стомана/стоманени топки за лагери с масло против ръжда и ги опаковайте в картонени кутии или тъкани торби.
С развитието на технологиите търсенето на големи тежкотоварни лагери в индустрията за производство на оборудване допълнително се увеличи по отношение на количеството и качеството и изискванията за количеството и качеството на поддържащите големи лагерни стоманени топки също трябва да бъдат съответно увеличени. Промяната в диаметъра на партидата стоманена топка трябва да е малка, грапавостта на повърхността на стоманената топка трябва да е малка, точността трябва да е висока и разликата между твърдостта на сърцевината и повърхностната твърдост на стоманената топка трябва да е малка. Диаметърът на големите лагерни стоманени топки вече е достигнал 150MM-200MM。
Производственият процес на големи лагерни стоманени топки се различава от този на обикновените спецификации. Прави се следното сравнение:
1. Производствен процес на големи лагерни стоманени топки:
Рязане - Коване - Отгряване - Обработка на струговане - Термична обработка - Твърдо шлайфане - Първоначални изследвания - Прецизни изследвания;
2. Производствен процес на стоманени топки с обикновени спецификации:
Теглене на тел - Студена глава - Лека топка - Мека топка - Термична обработка - Твърдо смилане - Фино смилане;
Производствен процес на вносни лагерни стоманени топки
1) Производствено оборудване, използващо вносни лагерни стоманени топки
2) Първо, задвижете хидравличния цилиндър, за да придвижите напред шлифовъчната плоча, докато носещата стоманена топка може да се постави между двете шлифовъчни плочи.
3) Инсталирайте изхода на топката и я дръжте в разхлабено състояние. Начертайте шпиндела, за да запълните пространството между двете шлифовъчни плочи със стоманени топки, и регулирайте изхода на топката, за да
Острието за събиране на топката е плътно прикрепено към крайната страна на шлифовъчната плоча (или шлифовъчно колело) и е закрепено към изхода на топката. В този момент е препоръчително да приложите натиск върху двете шлифовъчни плочи, за да задвижите топката от хромирана стомана да се върти.
4) Затворете защитния капак, стартирайте водната помпа, стартирайте тавата за материал и стартирайте главния вал.
5) Според навиците на процеса на всяка фабрика, регулирайте скоростта на шпиндела и тавата за материал и регулирайте количеството топки, за да сте сигурни, че стоманените топки във всеки жлеб на направляващата плоча са равномерно разпределени
Равномерно разпределени и без припокриване.
6) Регулирайте налягането на смилане, завъртете превключвателя за налягане на работния панел в отворено положение, регулирайте клапана за увеличаване на налягането на панела на хидравличната станция и го повдигнете
Посочете налягането и го заключете във всяка фабрика и обърнете внимание на хидравличната система, за да поддържате налягането по време на стартиране.
7) При нормални работни условия е необходимо редовно да се наблюдава състоянието на работа, налягането и плавното влизане и излизане на хоста.
8) Когато стоманената топка достигне определения размер и качество на повърхността, първо намалете работното налягане и след това натиснете главния бутон за спиране.
9) Подгответе контейнера за отстраняване на стоманената топка на лагера.